ພາລາມິເຕີດ້ານມິຕິຂອງເຄື່ອງປະສົມແຜ່ນຣິບບອນເປັນເງື່ອນໄຂພື້ນຖານສຳລັບການເລືອກອຸປະກອນ ແລະ ຮູບແບບຂະບວນການ. ໃນການປະຕິບັດວິສະວະກຳ, ຄຳວ່າ "ມິຕິ" ກວມເອົາສາມດ້ານທີ່ກ່ຽວຂ້ອງກັນແຕ່ແຕກຕ່າງກັນຄື: ຄວາມຈຸດ້ານປະລິມານ (ເຊິ່ງກຳນົດຄວາມສາມາດໃນການປະມວນຜົນແບບເປັນຊຸດ), ມິຕິເລຂາຄະນິດພາຍນອກ (ເຊິ່ງກຳນົດຮອຍຕີນການຕິດຕັ້ງ ແລະ ພື້ນທີ່ທີ່ຕ້ອງການ), ແລະ ມິຕິຂອງຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ພາຍໃນ (ເຊິ່ງກຳນົດຂອບເຂດການປະສົມ ແລະ ຄວາມສະໝໍ່າສະເໝີ). ໂດຍລວມແລ້ວ, ສາມດ້ານນີ້ປະກອບເປັນໂປຣໄຟລ໌ດ້ານມິຕິທີ່ຄົບຖ້ວນຂອງເຄື່ອງປະສົມແຜ່ນຣິບບອນ.
Ⅰ. ລາຍລະອຽດກ່ຽວກັບປະລິມານ: ຂະໜາດທີ່ກຳນົດໄວ້ ທຽບກັບ ຄວາມຈຸຕົວຈິງ
ການກຳນົດຮູບແບບສຳລັບເຄື່ອງປະສົມແບບໂບມັກຈະອີງໃສ່ປະລິມານລວມ, ເຊິ່ງໝາຍເຖິງປະລິມານເລຂາຄະນິດຂອງພື້ນທີ່ພາຍໃນຮ່ອງຮູບຕົວ U ຂອງຫ້ອງປະສົມ, ວັດແທກເປັນລິດ (L) ຫຼືແມັດກ້ອນ (m³). ລາຍລະອຽດທົ່ວໄປມີຕັ້ງແຕ່ຮູບແບບຫ້ອງທົດລອງ 50 ລິດ ຈົນເຖິງຫົວໜ່ວຍຂະໜາດອຸດສາຫະກຳ 30,000 ລິດ.
ມັນເປັນສິ່ງສຳຄັນທີ່ຈະຕ້ອງຈຳແນກສິ່ງນີ້ຢ່າງເຂັ້ມງວດຈາກປະລິມານການເຮັດວຽກ, ເຊິ່ງໝາຍເຖິງປະລິມານທີ່ວັດສະດຸຄອບຄອງໃນລະຫວ່າງການປະຕິບັດງານຕົວຈິງ. ເນື່ອງຈາກຄວາມຕ້ອງການພື້ນທີ່ຫວ່າງຢູ່ດ້ານເທິງທີ່ກຳນົດໂດຍຫຼັກການປະສົມຂອງເຄື່ອງປະສົມແບບໂບ, ອັດຕາການຕື່ມທີ່ແນະນຳແມ່ນ 40% ຫາ 70% ຂອງປະລິມານລວມ, ໂດຍມີຄ່າການອອກແບບທົ່ວໄປ 60%. ນີ້ໝາຍຄວາມວ່າເຄື່ອງຈັກທີ່ມີປະລິມານລວມ 3,000 ລິດ ມີຄວາມສາມາດໃນການປະມວນຜົນແບບ batch ຕົວຈິງປະມານ 1,800 ລິດຂອງວັດສະດຸ.
ຂໍ້ຈຳກັດນີ້ເກີດຈາກລັກສະນະມິຕິຂອງໂຄງສ້າງໂບສະກູ: ເມື່ອໂບດ້ານໃນ ແລະ ດ້ານນອກໝູນວຽນ, ພວກມັນຕ້ອງຍູ້ວັດສະດຸຈາກທັງສອງສົ້ນໄປຫາຈຸດກາງ ຫຼື ຈາກຈຸດກາງໄປຫາທັງສອງສົ້ນ, ໃນຂະນະດຽວກັນສ້າງການໝຸນວຽນແບບລັດສະໝີ. ຖ້າອັດຕາການຕື່ມສູງເກີນໄປ, ວັດສະດຸຢູ່ດ້ານເທິງຈະເກີນຂອບເຂດທີ່ມີປະສິດທິພາບຂອງໂບ ແລະ ບໍ່ສາມາດເຂົ້າຮ່ວມໃນການເຄື່ອນໄຫວທີ່ພາຄວາມຮ້ອນໄດ້, ເຊິ່ງສົ່ງຜົນກະທົບໂດຍກົງຕໍ່ຄວາມເປັນເອກະພາບຂອງການປະສົມ.
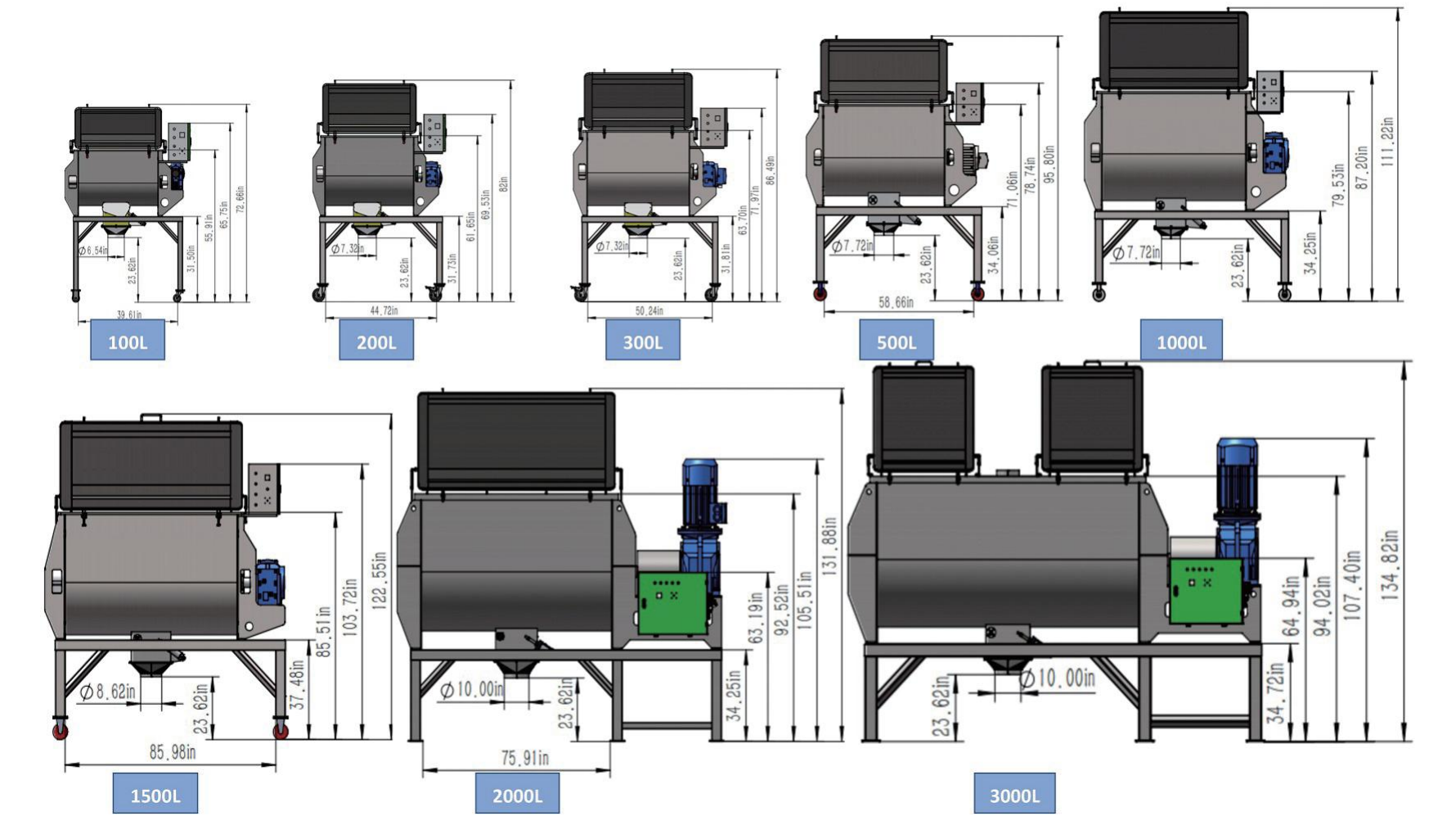
II.ຂະໜາດພາຍນອກ: ຄວາມຍາວ, ຄວາມກວ້າງ, ຄວາມສູງ, ແລະ ຂໍ້ຈຳກັດດ້ານພື້ນທີ່
ເຄື່ອງປະສົມໂບມີການອອກແບບອອກຕາມແນວນອນ, ແລະຂະໜາດພາຍນອກຂອງມັນຖືກກໍານົດໂດຍຕົວກໍານົດເລຂາຄະນິດຕໍ່ໄປນີ້:
ຄວາມຍາວ (L): ຖືກກຳນົດໂດຍຄວາມຍາວຂອງພາຊະນະປະສົມ ແລະ ຂະໜາດການຕິດຕັ້ງແກນຂອງແຜ່ນປາຍ, ທີ່ຢູ່ອາໄສແບຣິ່ງ, ແລະ ຕົວຫຼຸດເກຍ
ຄວາມກວ້າງ (W): ຖືກກຳນົດໂດຍຄວາມກວ້າງດ້ານນອກຂອງຮ່ອງຮູບຕົວ U ແລະ ການຄາດຄະເນຂ້າງຂອງມໍເຕີ ແລະ ຕົວຫຼຸດເກຍ
ຄວາມສູງ (H): ກຳນົດໂດຍໄລຍະຫ່າງຈາກດ້ານລຸ່ມຂອງຮ່ອງຫາຝາປິດດ້ານເທິງ, ບວກກັບຄວາມສູງຂອງໂຄງສ້າງຂອງວາວລະບາຍທາງລຸ່ມ ແລະ ທໍ່ປ້ອນທາງເຂົ້າດ້ານເທິງ
III.ຂະໜາດຂອງຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ພາຍໃນ: ເສັ້ນຜ່າສູນກາງຂອງໃບມີດສະກູ ແລະ ຄວາມສູງຂອງແຜ່ນສະກູ
ພາລາມິເຕີມິຕິຂອງໃບມີດສະກູເອງກໍານົດຂອບເຂດຂອງການປະສົມໂດຍກົງ:
ເສັ້ນຜ່າສູນກາງພາຍນອກຂອງໃບສະກູ: ກຳນົດຂອບເຂດຂອງການໝຸນຕາມລັດສະໝີຂອງວັດສະດຸ. ເສັ້ນຜ່າສູນກາງພາຍນອກໃຫຍ່ເທົ່າໃດ, ຊັ້ນວັດສະດຸທີ່ໜາກວ່າກໍ່ຈະເຄື່ອນຍ້າຍໄປມາໂດຍການໝູນພຽງຄັ້ງດຽວ. ໂດຍປົກກະຕິແລ້ວ, ເສັ້ນຜ່າສູນກາງພາຍນອກຂອງໃບສະກູຈະນ້ອຍກວ່າຄວາມກວ້າງພາຍໃນຂອງຮ່ອງຮູບຕົວ U ເລັກນ້ອຍ, ໂດຍມີໄລຍະຫ່າງລະຫວ່າງໃບມີດແລະຕົວຮ່ອງຮັກສາໄວ້ລະຫວ່າງ 3 ແລະ 10 ມມ ເພື່ອປ້ອງກັນການຕິດຂັດຂອງວັດສະດຸ.
ໄລຍະຫ່າງ: ໄລຍະຫ່າງຂອງລະຍະທາງຂອງສະກູດ້ານໃນ ແລະ ດ້ານນອກກຳນົດໄລຍະຫ່າງແກນທີ່ວັດສະດຸຖືກຍູ້ໃນແຕ່ລະຮອບ. ໃນການອອກແບບທົ່ວໄປ, ອັດຕາສ່ວນຂອງໄລຍະຫ່າງຕໍ່ເສັ້ນຜ່າສູນກາງຂອງລະຍະທາງຂອງສະກູແມ່ນ 0.8–1.2. ໄລຍະຫ່າງທີ່ນ້ອຍກວ່າຈະສ້າງແຮງຕັດທີ່ແຂງແຮງກວ່າ, ເຮັດໃຫ້ມັນເໝາະສົມກັບວັດສະດຸທີ່ມີແນວໂນ້ມທີ່ຈະລວມຕົວກັນ; ໄລຍະຫ່າງທີ່ໃຫຍ່ກວ່າຈະເພີ່ມຄວາມໄວໃນການລຳລຽງຕາມແກນ, ເຮັດໃຫ້ມັນເໝາະສົມກັບວັດສະດຸທີ່ມີຄວາມສາມາດໃນການໄຫຼໄດ້ດີ.
ໂດຍທົ່ວໄປແລ້ວ, ຮອຍຂະໜານຂອງສະກູດ້ານໃນ ແລະ ດ້ານນອກຈະໃຊ້ຮູບແບບສອງຊັ້ນທີ່ໝຸນກົງກັນຂ້າມ: ຮອຍຂະໜານດ້ານນອກຈະຍູ້ວັດສະດຸໄປທາງໜຶ່ງ, ໃນຂະນະທີ່ຮອຍຂະໜານດ້ານໃນຈະຍູ້ໄປໃນທິດທາງກົງກັນຂ້າມ, ເຊິ່ງເຮັດໃຫ້ເກີດການປະສົມແບບພາຄວາມຮ້ອນຕະຫຼອດທັງກອງ. ຄວາມແຕກຕ່າງທາງດ້ານມິຕິລະຫວ່າງສອງຊຸດຂອງຮອຍຂະໜານ (ເສັ້ນຜ່າສູນກາງຂອງຮອຍຂະໜານດ້ານໃນໂດຍປົກກະຕິແມ່ນ 0.4 ຫາ 0.6 ເທົ່າຂອງຮອຍຂະໜານດ້ານນອກ) ເປັນແຮງຂັບເຄື່ອນໃຫ້ແກ່ການເຄື່ອນທີ່ຂອງວັດສະດຸແບບລັດສະໝີ.

ເວລາໂພສ: ມິຖຸນາ-03-2026