1. Cap Elevator ແລະ cap placement ລະບົບການຕິດຕັ້ງ
ການຈັດການ Cap ແລະການຕິດຕັ້ງເຊັນເຊີກວດສອບ
ກ່ອນທີ່ຈະຂົນສົ່ງ, ລີດຫລວງແລະລະບົບການຈັດວາງແມ່ນຖືກແຍກອອກ; ກະລຸນາຕິດຕັ້ງລະບົບການຈັດຕັ້ງແລະການວາງຝາກ່ຽວກັບເຄື່ອງ capping ກ່ອນທີ່ຈະແລ່ນມັນ. ກະລຸນາເຊື່ອມຕໍ່ລະບົບດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້:
ຂາດເຊັນເຊີກວດກາຫມວກ (ເຄື່ອງຢຸດ)
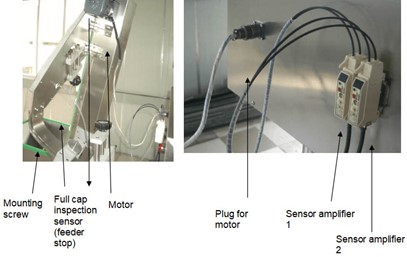
ກ. ດ້ວຍສະກູຍຶດ, ເຊື່ອມຕໍ່ຝາປິດ, ວາງຕິດຕາມແລະ ramp ຮ່ວມກັນ.
ຂ. ເຊື່ອມຕໍ່ສາຍມໍເຕີກັບປລັກສຽບຢູ່ເບື້ອງຂວາຂອງແຜງຄວບຄຸມ.
ຄ. ເຊື່ອມຕໍ່ເຄື່ອງຂະຫຍາຍສຽງຂອງເຊັນເຊີ 1 ກັບເຊັນເຊີກວດສອບເຕັມຝາ.
ງ. ເຊື່ອມຕໍ່ເຄື່ອງຂະຫຍາຍສຽງຂອງເຊັນເຊີ 2 ກັບເຊັນເຊີກວດເຊັກກ້ອງຂາດ.
ປັບມຸມຂອງຕ່ອງໂສ້ການປີນຫມວກ: ກ່ອນການຂົນສົ່ງ, ມຸມຂອງຕ່ອງໂສ້ປີນຫມວກໄດ້ຖືກດັດແປງໂດຍອີງໃສ່ຕົວຢ່າງຫມວກທີ່ທ່ານນໍາສະເຫນີ. ຖ້າຕ້ອງມີການປ່ຽນແປງສະເພາະຂອງຫມວກ (ພຽງແຕ່ຂະຫນາດ, ບໍ່ແມ່ນປະເພດຂອງຫມວກ), ກະລຸນາປັບມຸມຂອງຕ່ອງໂສ້ການປີນຫມວກໂດຍໃຊ້ screw ປັບມຸມຈົນກ່ວາຕ່ອງໂສ້ສາມາດຖ່າຍທອດພຽງແຕ່ຫມວກທີ່ເອື່ອຍໃສ່ຕ່ອງໂສ້ຢູ່ດ້ານເທິງ. ຕົວຊີ້ວັດຕໍ່ໄປນີ້:

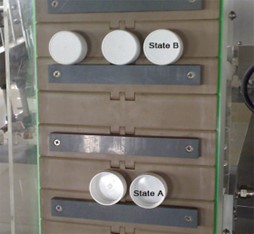
ເມື່ອຕ່ອງໂສ້ການປີນຫົວແມ່ນເອົາຫມວກຂຶ້ນ, ຫມວກຢູ່ໃນສະຖານະ A ແມ່ນຢູ່ໃນທິດທາງທີ່ຖືກຕ້ອງ.
ຖ້າຕ່ອງໂສ້ຢູ່ໃນມຸມທີ່ເຫມາະສົມ, ຫມວກຢູ່ໃນລັດ B ຈະລົງເຂົ້າໄປໃນຖັງໂດຍອັດຕະໂນມັດ.
ປັບລະບົບການຫຼຸດລົງຫມວກ (chute)
ມຸມຂອງທໍ່ຫຼຸດລົງແລະຊ່ອງຫວ່າງໄດ້ຖືກກໍານົດແລ້ວໂດຍອີງໃສ່ຕົວຢ່າງທີ່ສະຫນອງໃຫ້. ໂດຍປົກກະຕິ, ຖ້າບໍ່ມີຂໍ້ກໍາຫນົດແກ້ວໃຫມ່ຫຼືຫມວກໃຫມ່, ການຕັ້ງຄ່າບໍ່ຈໍາເປັນຕ້ອງຖືກດັດແປງ. ແລະຖ້າມີຂວດຫຼືຫມວກຫຼາຍກວ່າ 1 ຂໍ້ກໍານົດ, ລູກຄ້າຕ້ອງການລາຍຊື່ລາຍການໃນສັນຍາຫຼືເອກະສານທີ່ຕິດຄັດມາເພື່ອຮັບປະກັນໂຮງງານຜະລິດອອກຈາກພື້ນທີ່ພຽງພໍສໍາລັບການດັດແປງຕື່ມອີກ. ວິທີການປັບຕົວມີດັ່ງນີ້:
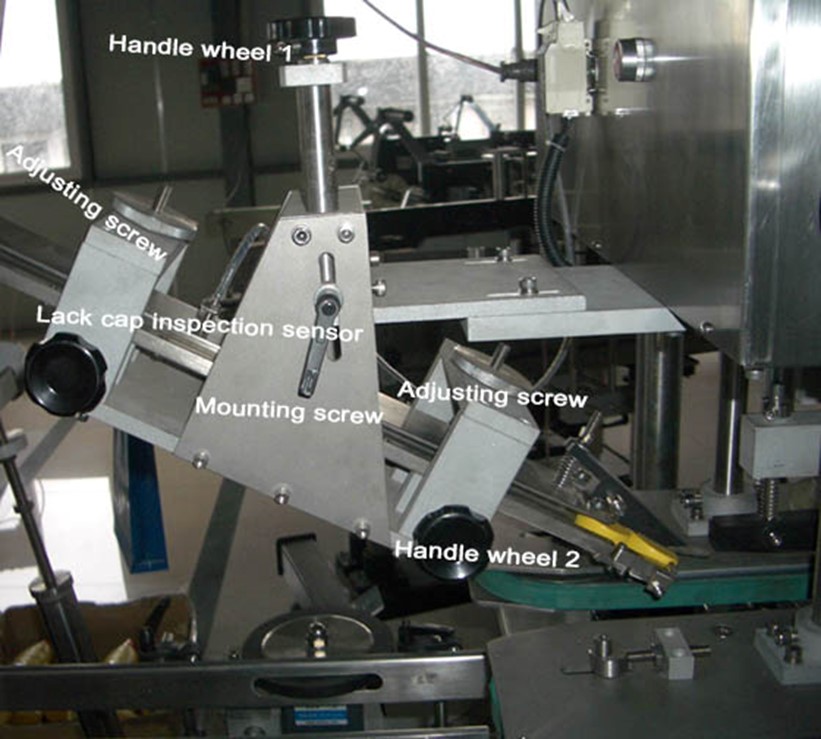
ກະລຸນາ unscrew screw mounting ກ່ອນທີ່ຈະຫັນລໍ້ຈັບເພື່ອປັບຄວາມສູງຂອງລະບົບການຫຼຸດລົງຫມວກໄດ້.
ສະກູປັບອະນຸຍາດໃຫ້ທ່ານປ່ຽນຄວາມສູງຂອງຊ່ອງ chute ໄດ້.
ຄວາມກວ້າງຂອງ chute ສາມາດປັບໄດ້ໂດຍໃຊ້ handle wheel 2 (ທັງສອງດ້ານ).

ການດັດແກ້ອົງປະກອບຂອງການກົດດັນ
ເມື່ອຂວດເຂົ້າໄປໃນພື້ນທີ່ຂອງສ່ວນກົດຝາ, ຝາອັດໂນມັດກວມເອົາປາກຂອງຂວດຈາກຊ່ອງສຽບ. ເນື່ອງຈາກຄວາມສູງຂອງຂວດແລະຫມວກ, ສ່ວນການກົດໃສ່ຫມວກຍັງສາມາດດັດແປງໄດ້. ຖ້າຄວາມກົດດັນໃສ່ຫມວກບໍ່ພຽງພໍ, ການປະຕິບັດຂອງຝາປິດຈະທົນທຸກ. ການປະຕິບັດການກົດຈະຖືກປ່ຽນແປງຖ້າຕໍາແຫນ່ງຂອງສ່ວນຂອງຝາປິດສູງເກີນໄປ. ນອກຈາກນັ້ນ, ຖ້າຕໍາແຫນ່ງຕ່ໍາເກີນໄປ, ຫມວກຫຼືແກ້ວຈະເປັນອັນຕະລາຍ. ໂດຍປົກກະຕິ, ຄວາມສູງຂອງສ່ວນປະກອບການກົດໃສ່ຫມວກແມ່ນຖືກແກ້ໄຂກ່ອນການຂົນສົ່ງ. ຖ້າຜູ້ໃຊ້ຕ້ອງການປັບຄວາມສູງ, ຂັ້ນຕອນດັ່ງຕໍ່ໄປນີ້:

ກ່ອນທີ່ຈະປັບຄວາມສູງຂອງພາກສ່ວນການກົດດັນຫມວກ, ກະລຸນາເອົາ screw mounting ໄດ້.
ມີອົງປະກອບການກົດໃສ່ຫມວກອີກອັນຫນຶ່ງກັບເຄື່ອງເພື່ອໃຫ້ເຫມາະກັບຂວດນ້ອຍທີ່ສຸດ, ແລະວິດີໂອສະແດງໃຫ້ເຫັນວິທີການທົດແທນມັນ.
ການປັບຄວາມດັນອາກາດເພື່ອບັງຄັບຝາອັດປາກມົດລູກລົງ.
2. ການປ່ຽນແປງຄວາມສູງໂດຍລວມຂອງພາກສ່ວນຕົ້ນຕໍ.
ລິຟເຄື່ອງສາມາດແຕກຕ່າງກັນລະດັບຄວາມສູງຂອງພາກສ່ວນຕົ້ນຕໍ, ເຊັ່ນ: ໂຄງສ້າງການແກ້ໄຂຂວດ, ລໍ້ spin gum-elastic, ແລະສ່ວນກົດຝາ. ປຸ່ມຄວບຄຸມລິຟເຄື່ອງແມ່ນຕັ້ງຢູ່ເບື້ອງຂວາຂອງແຜງຄວບຄຸມ. ກ່ອນທີ່ຈະເລີ່ມລິຟເຄື່ອງ, ຜູ້ໃຊ້ຄວນເອົາ screws mounting ອອກຈາກສອງເສົາສະຫນັບສະຫນູນ.
ໝາຍເຖິງທັງລົງ ແລະຂຶ້ນ. ເພື່ອຮັບປະກັນວ່າຕໍາແຫນ່ງຂອງລໍ້ spin ກົງກັບຕໍາແຫນ່ງຂອງຫມວກ. ກະລຸນາປິດໄຟແລະຮັດສະກູຕິດຕັ້ງຫຼັງຈາກການປັບລິຟ.

ໝາຍເຫດ: ກະລຸນາກົດປຸ່ມຍົກ (ສີຂຽວ) ຈົນກວ່າເຈົ້າຈະຮອດຕຳແໜ່ງທີ່ຕ້ອງການ. ຄວາມໄວຂອງລິຟແມ່ນຂ້ອນຂ້າງຊ້າ; ກະລຸນາລໍຖ້າດ້ວຍຄວາມອົດທົນ.
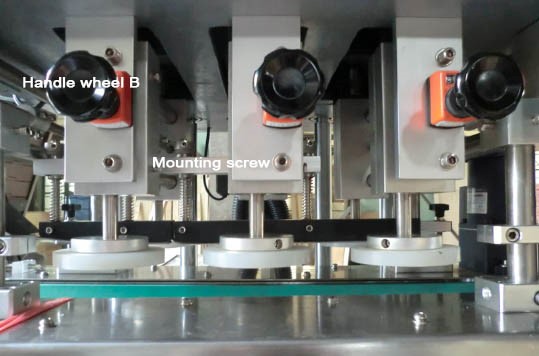
3. ປັບລໍ້ spin ເຮັດດ້ວຍ gum-elastic (ສາມຄູ່ຂອງ spin wheels).
ລິຟເຄື່ອງປັບຄວາມສູງຂອງລໍ້ຫມຸນ.
ຄວາມກວ້າງຂອງຄູ່ຂອງລໍ້ spin ແມ່ນແຕກຕ່າງກັນໂດຍອີງໃສ່ເສັ້ນຜ່າກາງຂອງຫມວກ.
ໂດຍປົກກະຕິ, ຊ່ອງຫວ່າງລະຫວ່າງສອງລໍ້ແມ່ນນ້ອຍກວ່າເສັ້ນຜ່າກາງຂອງຫມວກ 2-3 ມມ. Handle wheel B ອະນຸຍາດໃຫ້ຜູ້ປະຕິບັດການປ່ຽນຄວາມກວ້າງຂອງລໍ້ spin. (ແຕ່ລະລໍ້ຈັບສາມາດປັບລໍ້ spin ພີ່ນ້ອງ.)
ກ່ອນທີ່ຈະປັບລໍ້ handle B, ກະລຸນາເອົາ screw mounting ໄດ້.
4. ໂຄງສ້າງການແກ້ໄຂຂວດກໍາລັງຖືກປັບ.
ຕໍາແຫນ່ງຂອງໂຄງສ້າງຄົງທີ່ແລະແກນເຊື່ອມຕໍ່ສາມາດຖືກດັດແປງເພື່ອປ່ຽນຕໍາແຫນ່ງຄົງທີ່ຂອງຂວດ. ຂວດແມ່ນງ່າຍທີ່ຈະວາງລົງໃນຂະນະທີ່ໃຫ້ອາຫານຫຼືປິດຝາຖ້າຕໍາແຫນ່ງ fixation ຕ່ໍາເກີນໄປໃນຂວດ. ໃນທາງກົງກັນຂ້າມ, ຖ້າສະຖານທີ່ຄົງທີ່ສູງເກີນໄປໃນຂວດ, ລໍ້ຫມຸນຈະບໍ່ປະຕິບັດຢ່າງຖືກຕ້ອງ. ຫຼັງຈາກການປັບໂຄງສ້າງຂອງທໍ່ລໍາລຽງແລະກະຕຸກ, ກວດເບິ່ງສອງຄັ້ງວ່າເສັ້ນສູນກາງຢູ່ໃນເສັ້ນດຽວກັນ.
ປັບໄລຍະຫ່າງລະຫວ່າງສາຍແອວກະຕຸກດ້ວຍການຫັນລໍ້ຈັບ A (ໂດຍການຫັນມືຈັບດ້ວຍສອງມືເຂົ້າກັນ). ດັ່ງນັ້ນ, ໂຄງສ້າງສາມາດແກ້ໄຂກະຕຸກໄດ້ຢ່າງມີປະສິດທິພາບຕະຫຼອດຂະບວນການກົດ.


ລິຟເຄື່ອງປົກກະຕິແລ້ວປັບຄວາມສູງຂອງສາຍແອວການແກ້ໄຂຂວດ.
(ຄໍາເຕືອນ: ຫຼັງຈາກການວ່າງ screw mounting ສຸດ shaft 4-link, ຜູ້ປະຕິບັດການສາມາດປ່ຽນແປງຄວາມສູງຂອງສາຍແອວແກ້ໄຂຂວດໃນກ້ອງຈຸລະທັດ.
ຖ້າຜູ້ປະຕິບັດການຕ້ອງຍ້າຍສາຍແອວໃນຂອບເຂດຂະຫນາດໃຫຍ່, loosen screws 1 ແລະ 2 ລວມກັນແລະຫັນ knob ປັບ; ຖ້າຜູ້ປະຕິບັດການຈໍາເປັນຕ້ອງດັດແປງຄວາມສູງຂອງສາຍແອວໃນລະດັບຈໍາກັດ, ຖອດ screw 1 ເທົ່ານັ້ນແລະ crank ບິດປັບ.
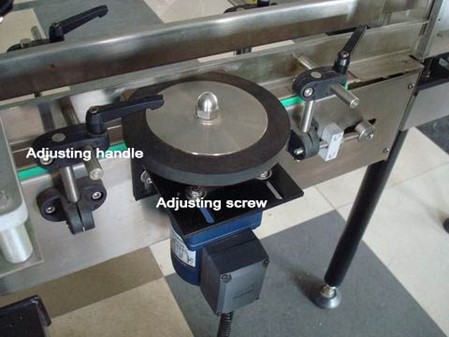
5. ການດັດແປງພື້ນທີ່ຂວດດ້ວຍລໍ້ປັບແລະ railing.
ເມື່ອມີການປ່ຽນແປງສະເພາະຂອງຂວດ, ຜູ້ປະຕິບັດການຄວນປັບລໍ້ແລະ railing ເພື່ອດັດແປງສະຖານທີ່ຂອງພື້ນທີ່ຂວດ. ໄລຍະຫ່າງລະຫວ່າງລໍ້ປັບພື້ນທີ່ແລະ railing ຄວນຈະ 2-3 ມມຂະຫນາດນ້ອຍກ່ວາເສັ້ນຜ່າກາງຂອງຂວດ. ຫຼັງຈາກການປັບໂຄງສ້າງຂອງທໍ່ລໍາລຽງແລະກະຕຸກ, ກວດເບິ່ງສອງຄັ້ງວ່າເສັ້ນສູນກາງຢູ່ໃນເສັ້ນດຽວກັນ.
ປັບຕໍາແຫນ່ງຂອງລໍ້ປັບຊ່ອງຂວດໂດຍການພວນ screw ປັບໄດ້.
ຄວາມກວ້າງຂອງ handrail ທັງສອງດ້ານຂອງ conveyor ສາມາດປັບໄດ້ໂດຍໃຊ້ handle ການປັບວ່າງ.
ເວລາປະກາດ: ມິຖຸນາ-07-2022