
ວິດີໂອ
ລາຍລະອຽດທົ່ວໄປ
TP-TGXG-200 ເຄື່ອງອັດຝາຂວດອັດຕະໂນມັດແມ່ນໃຊ້ເພື່ອໝວກໝວກໃສ່ຂວດໂດຍອັດຕະໂນມັດ. ມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອາຫານ, ຢາ, ອຸດສາຫະກໍາເຄມີແລະອື່ນໆ. ບໍ່ມີຂໍ້ຈໍາກັດກ່ຽວກັບຮູບຮ່າງ, ວັດສະດຸ, ຂະຫນາດຂອງຂວດປົກກະຕິແລະຫມວກສະກູ. ປະເພດ capping ຢ່າງຕໍ່ເນື່ອງເຮັດໃຫ້ TP-TGXG-200 ປັບຕົວກັບຄວາມໄວຂອງສາຍບັນຈຸພັນຕ່າງໆ. ເຄື່ອງນີ້ມີຫຼາຍຈຸດປະສົງ, ເຊິ່ງໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງແລະງ່າຍທີ່ຈະປະຕິບັດງານ. ເມື່ອປຽບທຽບກັບປະເພດການເຮັດວຽກແບບບໍ່ຕິດຂັດແບບດັ້ງເດີມ, TP-TGXG-200 ແມ່ນມີປະສິດທິພາບສູງ, ການກົດດັນທີ່ເຄັ່ງຄັດກວ່າ, ແລະເຮັດໃຫ້ເກີດອັນຕະລາຍຫນ້ອຍຕໍ່ຫມວກ.
ຄໍາຮ້ອງສະຫມັກ
ເຄື່ອງອັດຝາອັດໂນມັດສາມາດໃຊ້ໃສ່ກະຕຸກດ້ວຍໝວກສະກູໃນຂະໜາດຕ່າງໆ, ຮູບຮ່າງ ແລະວັດສະດຸຕ່າງໆ.
A. ຂະໜາດຂວດ
ມັນເຫມາະສົມສໍາລັບຂວດທີ່ມີເສັ້ນຜ່າກາງ 20-120mm ແລະຄວາມສູງ 60-180mm. ແຕ່ມັນສາມາດປັບແຕ່ງໄດ້ຕາມຂະໜາດຂວດທີ່ເໝາະສົມເກີນຂອບເຂດນີ້ເຊັ່ນກັນ.

B. ຮູບຮ່າງຂອງຂວດ
ເຄື່ອງອັດຝາອັດໂນມັດສາມາດນຳໃຊ້ໄດ້ກັບຮູບຮ່າງຕ່າງໆເຊັ່ນ: ສີ່ຫຼ່ຽມມົນ ຫຼືຮູບຮ່າງທີ່ສັບສົນ.




C. ແກ້ວ ແລະ ໝວກ
ບໍ່ວ່າພາດສະຕິກແກ້ວຫຼືໂລຫະໃດກໍ່ຕາມ, ເຄື່ອງອັດອັດຕະໂນມັດສາມາດຈັດການກັບພວກມັນທັງຫມົດ.


D. Screw cap type
ເຄື່ອງອັດຝາອັດໂນມັດສາມາດໝວກໝວກໄດ້ທຸກຊະນິດເຊັ່ນ: ປ້ຳ, ສະເປ, ໝວກ ແລະ ອື່ນໆ.



E. ອຸດສາຫະກໍາ
ເຄື່ອງຫຸ້ມຫໍ່ອັດຕະໂນມັດສາມາດເຂົ້າຮ່ວມທຸກປະເພດຂອງອຸດສາຫະກໍາບໍ່ວ່າຈະເປັນຝຸ່ນ, ແຫຼວ, ເສັ້ນຫຸ້ມຫໍ່ເມັດ, ຫຼືມັນແມ່ນອາຫານ, ຢາ, ເຄມີຫຼືອຸດສາຫະກໍາອື່ນໆ. ບ່ອນໃດມີໝວກສະກູ, ມີເຄື່ອງອັດອັດໂນມັດເພື່ອເຮັດວຽກນຳ.
ການກໍ່ສ້າງ ແລະຂະບວນການເຮັດວຽກ

ມັນປະກອບດ້ວຍເຄື່ອງ capping ແລະ cap feeder.
1. Cap feeder
2. ການວາງຫມວກ
3. ເຄື່ອງແຍກຂວດ
4. ລໍ້ capping
5. ເຂັມຂັດຂວດ
6. ສາຍແອວ conveying ຕຸກ
ຕໍ່ໄປນີ້ແມ່ນຂະບວນການເຮັດວຽກ
ຄຸນສົມບັດ
■ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນຂວດແລະຫມວກຂອງຮູບຮ່າງແລະວັດສະດຸຕ່າງໆ.
■ PLC & ການຄວບຄຸມຫນ້າຈໍສໍາຜັດ, ງ່າຍທີ່ຈະດໍາເນີນການ.
■ ການດໍາເນີນງານງ່າຍແລະການປັບຕົວງ່າຍ, ປະຫຍັດແຫຼ່ງຂອງມະນຸດຫຼາຍເຊັ່ນດຽວກັນກັບຄ່າໃຊ້ຈ່າຍທີ່ໃຊ້ເວລາ.
■ຄວາມໄວສູງແລະສາມາດປັບໄດ້, ທີ່ເຫມາະສົມສໍາລັບທຸກປະເພດຂອງສາຍບັນຈຸ.
■ປະສິດທິພາບທີ່ຫມັ້ນຄົງແລະຄວາມຖືກຕ້ອງສູງ.
■ ຟັງຊັນເລີ່ມຕົ້ນປຸ່ມໜຶ່ງເຮັດໃຫ້ສະດວກຫຼາຍ.
■ ການອອກແບບລະອຽດເຮັດໃຫ້ເຄື່ອງຈັກມີມະນຸດສະທໍາ ແລະອັດສະລິຍະຫຼາຍຂຶ້ນ.
■ ອັດຕາສ່ວນທີ່ດີກ່ຽວກັບທັດສະນະຂອງເຄື່ອງຈັກ, ການອອກແບບລະດັບສູງ ແລະຮູບລັກສະນະ.
■ ຮ່າງກາຍເຄື່ອງແມ່ນເຮັດຈາກ SUS 304, ໄດ້ມາດຕະຖານ GMP.
■ ທຸກພາກສ່ວນຕິດຕໍ່ກັບຂວດ ແລະຝາປິດແມ່ນເຮັດດ້ວຍວັດສະດຸທີ່ປອດໄພສຳລັບອາຫານ.
■ ຈໍສະແດງຜົນດິຈິຕອລເພື່ອສະແດງຂະໜາດຂອງຂວດທີ່ແຕກຕ່າງກັນ, ເຊິ່ງຈະສະດວກຕໍ່ການປ່ຽນຂວດ (ທາງເລືອກ).
■ ເຊັນເຊີ Optronic ເພື່ອເອົາຂວດທີ່ມີຄວາມຜິດພາດ (ທາງເລືອກ).
■ ອຸປະກອນຍົກຂັ້ນຕອນເພື່ອປ້ອນໃນຝາອັດໂນມັດ.
■ ຝາປິດສາມາດເອົາຝາປິດທີ່ຜິດພາດອອກໄປໄດ້ (ໂດຍການເປົ່າລົມ ແລະວັດແທກນ້ຳໜັກ).
■ສາຍແອວເພື່ອກົດ lids ແມ່ນ inclined, ສະນັ້ນມັນສາມາດປັບ lid ເຂົ້າໄປໃນສະຖານທີ່ທີ່ຖືກຕ້ອງແລະຫຼັງຈາກນັ້ນກົດ.
ສະຫຼາດ
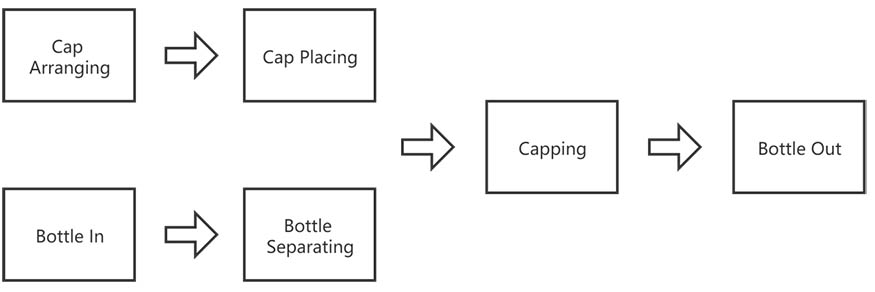
ໃຊ້ຫຼັກການຂອງການດຸ່ນດ່ຽງກາງທີ່ແຕກຕ່າງກັນສອງດ້ານຂອງຫມວກ, ພຽງແຕ່ຫມວກທິດທາງທີ່ຖືກຕ້ອງສາມາດເຄື່ອນຍ້າຍໄປເທິງ. ໝວກໃນທິດທາງທີ່ບໍ່ຖືກຕ້ອງຈະຕົກລົງໂດຍອັດຕະໂນມັດ.
ຫຼັງຈາກທໍ່ລໍາລຽງເອົາຫມວກໃສ່ເທິງ, ເຄື່ອງເປົ່າລົມພັດໃສ່ຫມວກໃສ່ຫມວກ.

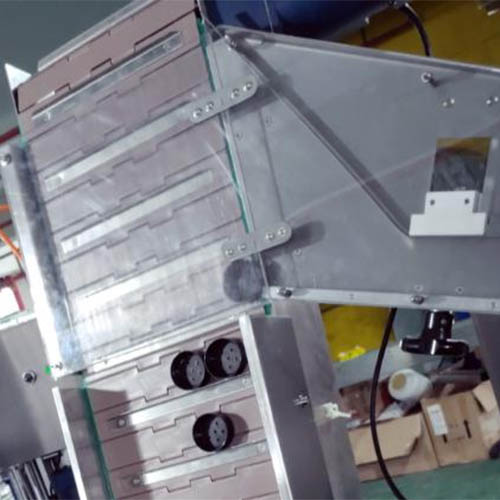
ເຊັນເຊີ lids ຄວາມຜິດພາດສາມາດກວດພົບ lids inverted ໄດ້ຢ່າງງ່າຍດາຍ. ຕົວຖອດຝາອັດໂນມັດ ແລະເຊັນເຊີຂວດຄວາມຜິດພາດອັດຕະໂນມັດ, ບັນລຸຜົນກະທົບທີ່ດີ
ເຄື່ອງແຍກຂວດຈະແຍກຂວດຈາກກັນແລະກັນໂດຍການປັບຄວາມໄວການເຄື່ອນຍ້າຍຂອງຂວດຢູ່ຕໍາແຫນ່ງຂອງມັນ. ຂວດມົນປົກກະຕິຕ້ອງການຫນຶ່ງຕົວແຍກ, ແລະຂວດມົນທົນຕ້ອງການສອງຕົວແຍກກົງກັນຂ້າມ.


Cap ຂາດການກວດພົບອຸປະກອນຄວບຄຸມ cap feeder ແລ່ນແລະຢຸດອັດຕະໂນມັດ. ມີເຊັນເຊີສອງຕົວຢູ່ສອງດ້ານຂອງການຕິດຕາມຫມວກ, ອັນຫນຶ່ງເພື່ອກວດເບິ່ງວ່າຕິດຕາມແມ່ນເຕັມໄປດ້ວຍຫມວກ, ອີກອັນຫນຶ່ງເພື່ອກວດເບິ່ງວ່າຕິດຕາມແມ່ນຫວ່າງບໍ່.
ປະສິດທິພາບ
ຄວາມໄວສູງສຸດຂອງ conveyor ຂວດແລະ cap feeder ສາມາດບັນລຸ 100 bpm, ເຊິ່ງເຮັດໃຫ້ເຄື່ອງມີຄວາມໄວສູງເພື່ອໃຫ້ເຫມາະສົມກັບສາຍບັນຈຸພັນຕ່າງໆ.
ລໍ້ສາມຄູ່ບິດໝວກອອກໄວ. ແຕ່ລະຄູ່ມີຫນ້າທີ່ສະເພາະ. ຄູ່ທໍາອິດສາມາດປີ້ນກັບກັນເພື່ອເຮັດໃຫ້ການວາງຫມວກຍາກຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ. ແຕ່ພວກມັນສາມາດເຮັດໃຫ້ໝວກຫັນລົງເພື່ອເຂົ້າຫາຕຳແໜ່ງທີ່ເໝາະສົມໄດ້ໄວພ້ອມກັບລໍ້ຄູ່ທີສອງເມື່ອໝວກແມ່ນປົກກະຕິ. ຄູ່ທີສາມປັບເລັກນ້ອຍເພື່ອໃຫ້ຝາປິດແຫນ້ນ, ດັ່ງນັ້ນຄວາມໄວຂອງພວກມັນຊ້າທີ່ສຸດໃນບັນດາລໍ້ທັງຫມົດ.

ສະດວກ
ເມື່ອປຽບທຽບກັບການປັບລໍ້ດ້ວຍມືຈາກຜູ້ສະຫນອງອື່ນໆ, ປຸ່ມຫນຶ່ງເພື່ອຍົກຫຼືຫຼຸດລົງອຸປະກອນ capping ທັງຫມົດແມ່ນສະດວກກວ່າຫຼາຍ.
ສີ່ສະຫຼັບຈາກຊ້າຍໄປຂວາແມ່ນໃຊ້ເພື່ອປັບຄວາມໄວຂອງທໍ່ລໍາລຽງຂວດ, ການຍຶດຂວດ, ການປີນຝາແລະການແຍກຂວດ. ແຖບປັດສາມາດນໍາພາຜູ້ປະຕິບັດການສາມາດບັນລຸຄວາມໄວທີ່ເຫມາະສົມສໍາລັບແຕ່ລະປະເພດຂອງຊຸດໄດ້ຢ່າງງ່າຍດາຍ.


ລໍ້ດ້ວຍມືເພື່ອປ່ຽນໄລຍະຫ່າງລະຫວ່າງສາຍແອວສອງຂວດໄດ້ຢ່າງງ່າຍດາຍ. ມີສອງລໍ້ຢູ່ສອງສົ້ນຂອງສາຍແອວຍຶດ. ສາຍປັດຈະນໍາຜູ້ປະຕິບັດການໄປຫາຕໍາແຫນ່ງທີ່ຖືກຕ້ອງຢ່າງຖືກຕ້ອງເມື່ອປ່ຽນຂະຫນາດຂວດ.
ສະຫຼັບເພື່ອປັບໄລຍະຫ່າງລະຫວ່າງລໍ້ລໍ້ ແລະໝວກ. ໄລຍະຫ່າງທີ່ໃກ້ຊິດ, ຫມວກຈະແຫນ້ນ. Dial ຊ່ວຍໃຫ້ຜູ້ປະຕິບັດການຊອກຫາໄລຍະທາງທີ່ເຫມາະສົມທີ່ສຸດທີ່ສະດວກສະບາຍ.


ໃຊ້ງານງ່າຍ
PLC & ການຄວບຄຸມຫນ້າຈໍສໍາຜັດກັບໂຄງການປະຕິບັດງານງ່າຍດາຍ, ເຮັດໃຫ້ການເຮັດວຽກງ່າຍຂຶ້ນແລະປະສິດທິພາບຫຼາຍ.


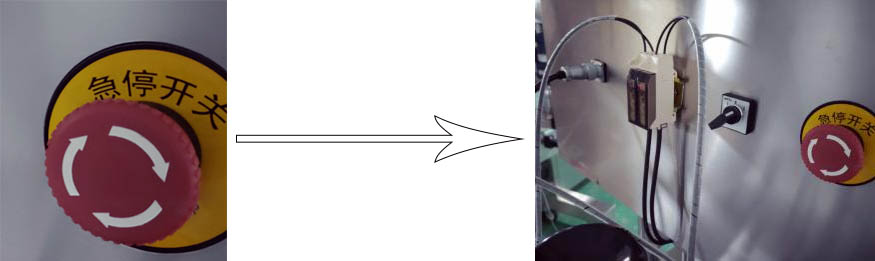
ປຸ່ມສຸກເສີນເພື່ອຢຸດເຄື່ອງໃນເວລາອັນຮີບດ່ວນ, ເຊິ່ງເຮັດໃຫ້ຜູ້ປະຕິບັດງານຮັກສາຄວາມປອດໄພ.
| TP-TGXG-200 ເຄື່ອງຫຸ້ມຂວດ | |||
| ຄວາມອາດສາມາດ | 50-120 ຂວດ / ນາທີ | ຂະໜາດ | 2100*900*1800ມມ |
| ເສັ້ນຜ່າສູນກາງຂວດ | Φ22-120mm (ປັບຕາມຄວາມຕ້ອງການ) | ຄວາມສູງຂອງຂວດ | 60-280mm (ປັບຕາມຄວາມຕ້ອງການ) |
| ຂະໜາດຝາປິດ | Φ15-120mm | ນ້ຳໜັກສຸດທິ | 350kg |
| ອັດຕາທີ່ມີຄຸນສົມບັດ | ≥99% | ພະລັງງານ | 1300W |
| Matrial | ສະແຕນເລດ 304 | ແຮງດັນ | 220V / 50-60Hz (ຫຼືປັບແຕ່ງ) |
| ບໍ່. | ຊື່ | ຕົ້ນກໍາເນີດ | ຍີ່ຫໍ້ |
| 1 | ອິນເວີເຕີ | ໄຕ້ຫວັນ | Delta |
| 2 | ໜ້າຈໍສຳຜັດ | ຈີນ | TouchWin |
| 3 | ເຊັນເຊີ Optronic | ເກົາຫຼີ | ອັດຕະໂນມັດ |
| 4 | CPU | US | ATMEL |
| 5 | ອິນເຕີເຟດຊິບ | US | MEX |
| 6 | ກົດສາຍແອວ | ຊຽງໄຮ້ |
|
| 7 | ມໍເຕີຊຸດ | ໄຕ້ຫວັນ | TALIKE/GPG |
| 8 | SS 304 ກອບ | ຊຽງໄຮ້ | BaoSteel |
ເຄື່ອງຫຸ້ມຫໍ່ອັດຕະໂນມັດສາມາດເຮັດວຽກກັບເຄື່ອງຕື່ມແລະເຄື່ອງຕິດສະຫຼາກເພື່ອສ້າງສາຍບັນຈຸ.
A. ຂວດ unscrambler + auger filler + ເຄື່ອງ capping ອັດຕະໂນມັດ + foil sealing machine.
B. ເຄື່ອງ unscrambler + auger filler + ເຄື່ອງ capping ອັດຕະໂນມັດ + foil sealing ເຄື່ອງ + ເຄື່ອງຕິດສະຫຼາກ


ອຸປະກອນເສີມໃນກ່ອງ
■ ຄູ່ມືການສອນ
■ແຜນວາດໄຟຟ້າແລະແຜນຜັງເຊື່ອມຕໍ່
■ຄູ່ມືການດໍາເນີນງານຄວາມປອດໄພ
■ ຊຸດຂອງສ່ວນສວມໃສ່
■ ເຄື່ອງມືບໍາລຸງຮັກສາ
■ ບັນຊີລາຍການການຕັ້ງຄ່າ (ຕົ້ນກໍາເນີດ, ຮູບແບບ, specs, ລາຄາ)



1. ການຕິດຕັ້ງ cap Elevator ແລະການວາງຫມວກ.
(1) ການຕິດຕັ້ງຂອງການຈັດການຫມວກແລະເຊັນເຊີກວດສອບ.
ລະບົບການຍົກແລະວາງຝາແມ່ນແຍກອອກກ່ອນການຂົນສົ່ງ, ກະລຸນາຕິດຕັ້ງລະບົບການຈັດລຽງແລະວາງຫມວກໃສ່ເຄື່ອງ capping ກ່ອນທີ່ຈະແລ່ນເຄື່ອງ. ກະລຸນາເຊື່ອມຕໍ່ລະບົບດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຕໍ່ໄປນີ້:
ເຊັນເຊີກວດເຊັກກ້ອງຂາດ (ຢຸດເຄື່ອງ)
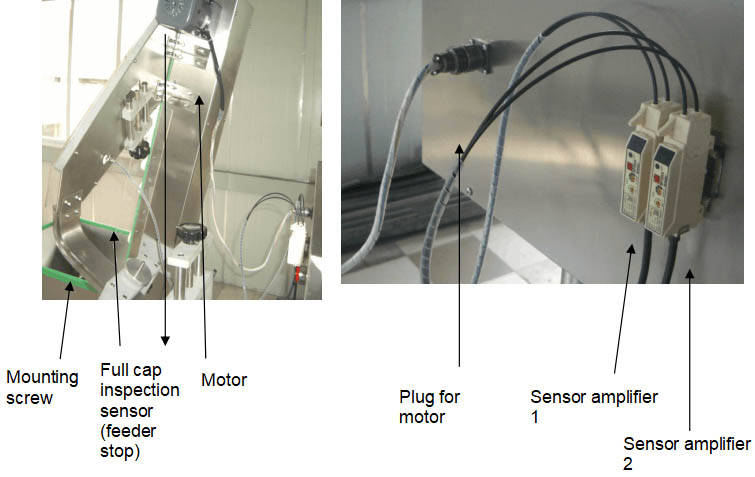
ກ. ເຊື່ອມຕໍ່ຝາວາງຕິດຕາມ ແລະທາງລາດດ້ວຍສະກູຍຶດ.
ຂ. ເຊື່ອມຕໍ່ສາຍມໍເຕີດ້ວຍປລັກສຽບຢູ່ເບື້ອງຂວາເທິງແຜງຄວບຄຸມ.
ຄ. ເຊື່ອມຕໍ່ເຊັນເຊີກວດເຊັກເຕັມດ້ວຍຕົວຂະຫຍາຍເຊັນເຊີ 1.
ງ. ເຊື່ອມຕໍ່ເຊັນເຊີກວດເຊັກທີ່ຂາດກັບເຄື່ອງຂະຫຍາຍສຽງຂອງເຊັນເຊີ 2.
ປັບມຸມຂອງຕ່ອງໂສ້ການປີນ cap: ມຸມຂອງຕ່ອງໂສ້ປີນ cap ໄດ້ຖືກປັບຕາມຕົວຢ່າງ cap ທີ່ທ່ານສະຫນອງໃຫ້ກ່ອນການຂົນສົ່ງ. ຖ້າມັນຈໍາເປັນຕ້ອງມີການປ່ຽນແປງສະເພາະຂອງຫມວກ (ພຽງແຕ່ປ່ຽນຂະຫນາດ, ບໍ່ປ່ຽນແປງປະເພດຂອງຫມວກ), ກະລຸນາປັບມຸມຂອງຕ່ອງໂສ້ການປີນຫມວກໂດຍການປັບມຸມ screw ຈົນກ່ວາລະບົບຕ່ອງໂສ້ພຽງແຕ່ສາມາດສົ່ງເຖິງ caps ທີ່ເອື່ອຍໃສ່ຕ່ອງໂສ້ກັບດ້ານເທິງ. ຕົວຊີ້ບອກດັ່ງຕໍ່ໄປນີ້:

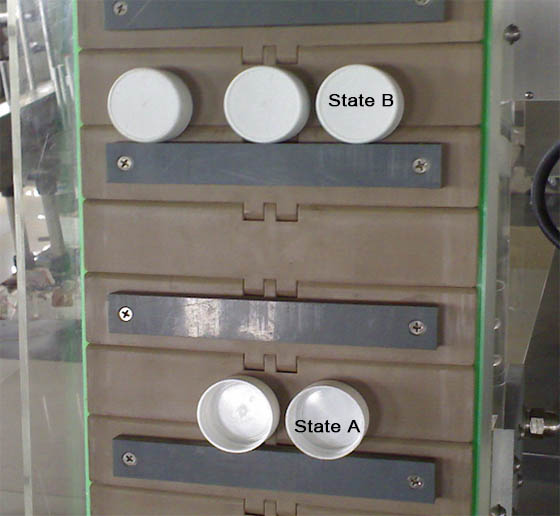
ໝວກຢູ່ໃນສະຖານະ A ແມ່ນທິດທາງທີ່ຖືກຕ້ອງເມື່ອຕ່ອງໂສ້ປີນຫົວເອົາໝວກຂຶ້ນ.
ຝາປິດໃນລັດ B ຈະລຸດລົງໃນຖັງອັດຕະໂນມັດຖ້າຕ່ອງໂສ້ຢູ່ໃນມຸມທີ່ເຫມາະສົມ.
(2) ປັບລະບົບການຫຼຸດລົງຫມວກ (chute)
ມຸມຂອງການຫຼຸດລົງ chute ແລະຊ່ອງໄດ້ຖືກກໍານົດໄວ້ແລ້ວຕາມຕົວຢ່າງທີ່ສະຫນອງໃຫ້. ໂດຍປົກກະຕິຖ້າບໍ່ມີຂໍ້ກໍາຫນົດໃຫມ່ຂອງແກ້ວຫຼືຫມວກ, ການຕັ້ງຄ່າບໍ່ຈໍາເປັນຕ້ອງປັບ. ແລະຖ້າມີຂວດຫຼືຫມວກຫຼາຍກວ່າ 1 ຂໍ້ກໍານົດ, ລູກຄ້າຈໍາເປັນຕ້ອງໄດ້ລະບຸລາຍການໃນສັນຍາຫຼືເອກະສານຕິດຄັດຂອງມັນເພື່ອຮັບປະກັນໂຮງງານຜະລິດອອກຈາກພື້ນທີ່ພຽງພໍສໍາລັບການດັດແປງຕື່ມອີກ. ວິທີການປັບຕົວມີດັ່ງນີ້:
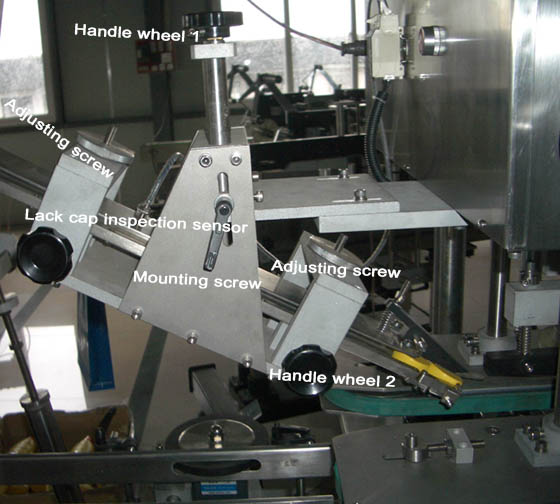
ປັບຄວາມສູງຂອງລະບົບການຫຼຸດລົງຫມວກ: ກະລຸນາວ່າງ screw mounting ກ່ອນທີ່ຈະຫັນລໍ້ຈັບ 1.
ສະກູປັບສາມາດປັບຄວາມສູງຂອງຊ່ອງຂອງ chute ໄດ້.
ລໍ້ handle 2 (ສອງດ້ານ) ສາມາດປັບຄວາມກວ້າງຂອງຊ່ອງຂອງ chute ໄດ້.
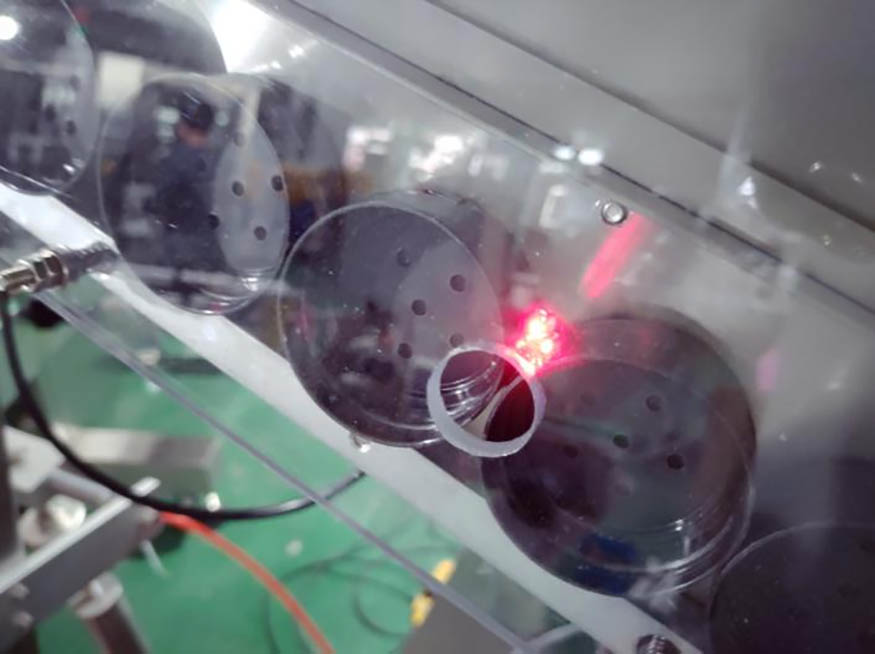
(3) ການປັບສ່ວນການກົດດັນຫມວກ
ຝາອັດປາກມົດລູກຈະກວມເອົາປາກຂວດຈາກຊ່ອງສຽບອັດຕະໂນມັດເມື່ອຂວດຖືກປ້ອນເຂົ້າໄປໃນພື້ນທີ່ຂອງສ່ວນທີ່ບີບອັດຝາ. ສ່ວນການກົດໃສ່ຫມວກຍັງສາມາດປັບໄດ້ເນື່ອງຈາກຄວາມສູງຂອງຂວດແລະຫມວກ. ມັນຈະສົ່ງຜົນກະທົບຕໍ່ປະສິດທິພາບຂອງຝາປິດຖ້າຄວາມກົດດັນໃສ່ຫມວກບໍ່ເຫມາະສົມ. ຖ້າຕໍາແຫນ່ງຂອງສ່ວນຂອງຫມວກສູງເກີນໄປ, ການປະຕິບັດການກົດດັນຈະໄດ້ຮັບອິດທິພົນ. ແລະຖ້າຕໍາແຫນ່ງຕ່ໍາເກີນໄປ, ຫມວກຫຼືແກ້ວຈະເສຍຫາຍ. ປົກກະຕິແລ້ວຄວາມສູງຂອງສ່ວນທີ່ກົດດັນໄດ້ຖືກປັບກ່ອນທີ່ຈະຂົນສົ່ງ. ຖ້າຜູ້ໃຊ້ຕ້ອງການປັບຄວາມສູງ, ວິທີການປັບແມ່ນດັ່ງຕໍ່ໄປນີ້:

ກະລຸນາວ່າງ screw mounting ກ່ອນທີ່ຈະປັບຄວາມສູງຂອງສ່ວນທີ່ກົດໃສ່ຫມວກ.
ມີສ່ວນທີ່ກົດໃສ່ຫມວກອີກອັນຫນຶ່ງກັບເຄື່ອງເພື່ອໃຫ້ເຫມາະກັບຂວດນ້ອຍທີ່ສຸດ, ວິທີການປ່ຽນແມ່ນສະແດງຢູ່ໃນວິດີໂອ.
(4). ປັບຄວາມດັນຂອງອາກາດທີ່ຈະເປົ່າຫມວກເຂົ້າໄປໃນ chute ໄດ້.

2. ການປັບຄວາມສູງຂອງພາກສ່ວນຕົ້ນຕໍທັງຫມົດ.
ຄວາມສູງຂອງພາກສ່ວນຕົ້ນຕໍເຊັ່ນ: ໂຄງສ້າງການແກ້ໄຂຂວດ, ລໍ້ເລື່ອນ gum-elastic, ສ່ວນການກົດດັນສາມາດປັບໄດ້ທັງຫມົດໂດຍລິຟເຄື່ອງ. ປຸ່ມຄວບຄຸມຂອງລິຟເຄື່ອງແມ່ນຢູ່ເບື້ອງຂວາຂອງແຜງຄວບຄຸມ. ຜູ້ໃຊ້ຄວນຖອດສະກູຕິດຢູ່ເທິງເສົາຮອງສອງຂ້າງກ່ອນທີ່ຈະເລີ່ມລິຟເຄື່ອງ.
ø ຫມາຍຄວາມວ່າລົງແລະ ø ຫມາຍຄວາມວ່າຂຶ້ນ. ເພື່ອໃຫ້ແນ່ໃຈວ່າຕໍາແຫນ່ງຂອງລໍ້ spin ແມ່ນກົງກັບຫມວກ. ກະລຸນາປິດໄຟລິຟແລະຕິດສະກູຕິດຕັ້ງຫຼັງຈາກການປັບ.
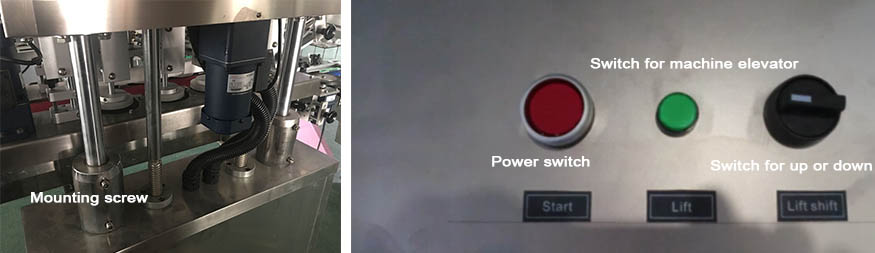
ຫມາຍເຫດ: ກະລຸນາກົດປຸ່ມຍົກ (ສີຂຽວ) ຕະຫຼອດເວລາຈົນກ່ວາໄດ້ຮັບຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ ຄວາມໄວຂອງລິຟແມ່ນຊ້າຫຼາຍ, ກະລຸນາລໍຖ້າດ້ວຍຄວາມອົດທົນ.
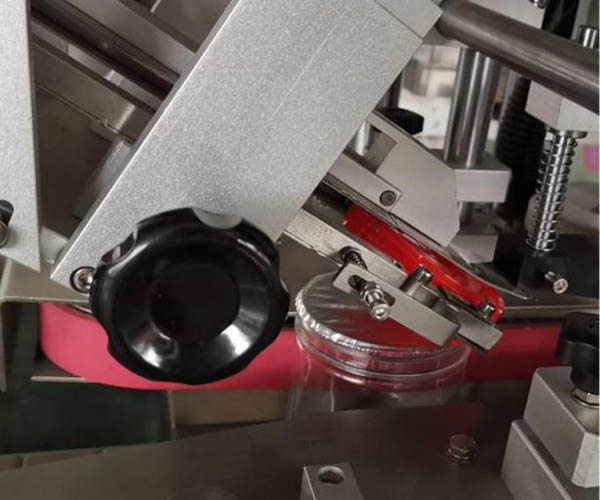
3. ປັບລໍ້ຫມຸນຢາງແຂງ (ສາມຄູ່ຂອງລໍ້ spin)
ຄວາມສູງຂອງລໍ້ spin ແມ່ນປັບໂດຍລິຟເຄື່ອງ.
ຄວາມກວ້າງຂອງຄູ່ຂອງລໍ້ spin ແມ່ນປັບຕາມເສັ້ນຜ່າກາງຂອງຫລວງ.
ປົກກະຕິແລ້ວໄລຍະຫ່າງລະຫວ່າງຄູ່ຂອງລໍ້ແມ່ນ 2-3mm ຫນ້ອຍກ່ວາເສັ້ນຜ່າກາງຂອງຫລວງ. ຜູ້ປະຕິບັດງານສາມາດປັບຄວາມກວ້າງຂອງລໍ້ spin ໂດຍ handle wheel B. (ແຕ່ລະລໍ້ handle ສາມາດປັບລໍ້ spin ພີ່ນ້ອງ).
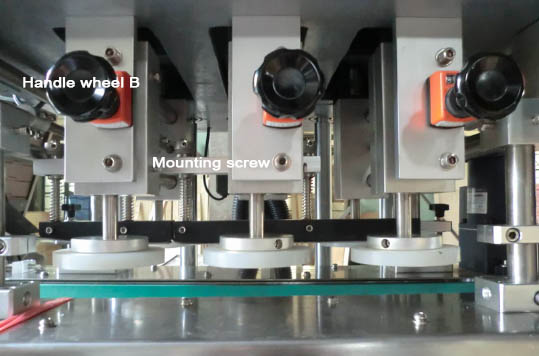
ກະລຸນາວ່າງ screw mounting ກ່ອນທີ່ຈະປັບລໍ້ handle B.
4. ການປັບໂຄງສ້າງການແກ້ໄຂຂວດ.
ຕໍາແຫນ່ງການແກ້ໄຂຂອງຂວດສາມາດປັບໄດ້ໂດຍການປັບຕໍາແຫນ່ງຂອງໂຄງສ້າງການແກ້ໄຂແລະແກນເຊື່ອມຕໍ່. ຖ້າຕໍາແໜ່ງການແກ້ໄຂແມ່ນຕໍ່າເກີນໄປໃນຂວດ, ຂວດງ່າຍທີ່ຈະວາງລົງໃນລະຫວ່າງການໃຫ້ອາຫານຫຼືການຫຸ້ມຫໍ່. ໃນທາງກົງກັນຂ້າມຖ້າຫາກວ່າຕໍາແຫນ່ງການແກ້ໄຂແມ່ນສູງເກີນໄປໃນຂວດ, ມັນຈະລົບກວນການເຮັດວຽກທີ່ເຫມາະສົມຂອງລໍ້ spin. ໃຫ້ແນ່ໃຈວ່າເສັ້ນສູນກາງຂອງໂຄງສ້າງການແກ້ໄຂຂອງລໍາລຽງແລະຂວດແມ່ນຢູ່ໃນເສັ້ນດຽວກັນຫຼັງຈາກການປັບຕົວ.

ລໍ້ຈັບລໍ້ A (ເພື່ອຫັນມືຈັບດ້ວຍ 2 ມືຮ່ວມກັນ) ເພື່ອປັບໄລຍະຫ່າງລະຫວ່າງສາຍແອວແກ້ໄຂຂວດ. ດັ່ງນັ້ນໂຄງສ້າງສາມາດແກ້ໄຂຂວດໄດ້ດີໃນລະຫວ່າງຂະບວນການກົດ.
ຄວາມສູງຂອງສາຍແອວການແກ້ໄຂຂວດແມ່ນປົກກະຕິແລ້ວປັບໂດຍລິຟເຄື່ອງ.
(ຂໍ້ຄວນລະວັງ: ຜູ້ປະຕິບັດການສາມາດປັບຄວາມສູງຂອງສາຍແອວແກ້ໄຂກະຕຸກໃນຂອບເຂດຈຸນລະພາກຫຼັງຈາກວ່າງ screw mounting ສຸດ 4 shaft ເຊື່ອມຕໍ່.)
ຖ້າຜູ້ປະຕິບັດການຕ້ອງການຍ້າຍສາຍແອວໃນຂອບເຂດຂະຫນາດໃຫຍ່, ກະລຸນາປັບຕໍາແຫນ່ງຂອງສາຍແອວຫຼັງຈາກ loosen screw 1 ແລະ screw 2 ຮ່ວມກັນ, ແລະຖ້າຜູ້ປະກອບການຕ້ອງການປັບລະດັບຄວາມສູງຂອງສາຍແອວໃນລະດັບຂະຫນາດນ້ອຍ, ກະລຸນາວ່າງ screw 1 ເທົ່ານັ້ນ, ແລະຫັນ knob ປັບ.

5. ປັບພື້ນທີ່ຂວດປັບລໍ້ແລະ railing.
ຜູ້ປະຕິບັດການຄວນປ່ຽນຕໍາແຫນ່ງຂອງລໍ້ປັບພື້ນທີ່ຂວດແລະ railing ເມື່ອປ່ຽນສະເພາະຂອງຂວດ. ຊ່ອງຫວ່າງລະຫວ່າງລໍ້ປັບພື້ນທີ່ແລະ railing ຄວນ 2-3mm ຫນ້ອຍກ່ວາເສັ້ນຜ່າກາງຂອງຂວດ. ກະລຸນາໃຫ້ແນ່ໃຈວ່າເສັ້ນສູນກາງຂອງທໍ່ລໍາລຽງແລະໂຄງສ້າງການແກ້ໄຂຂວດຢູ່ໃນເສັ້ນດຽວກັນຫຼັງຈາກການປັບຕົວ.
Loosen adjusting screw ສາມາດປັບຕໍາແຫນ່ງຂອງລໍ້ປັບພື້ນທີ່ຂວດ.
ມືຈັບການປັບວ່າງສາມາດປັບຄວາມກວ້າງຂອງ railing ໃນທັງສອງດ້ານຂອງ conveyor.


